The Walking Tax: How Warehouse Layout Is Quietly Draining Your Labor Budget
In an unoptimized warehouse, a single worker can walk 10+ miles per shift — burning hours on movement, not output. Here's how velocity slotting and zone picking fix it.
Studies on warehouse labor consistently find the same uncomfortable truth: in an unoptimized facility, a picker can walk 10 to 15 miles in a single 8-hour shift — the equivalent of a half marathon, every day, before lunch.
Call it what it is: a Walking Tax. A hidden surcharge on every order you fulfill, paid in labor hours, physical burnout, and turnover costs. Unlike rent or software subscriptions, this tax never shows up as a line item on your P&L — which is exactly why most operators never get around to fixing it.
The frustrating part? Most of that walking is entirely optional. It's the product of decisions made when the warehouse was set up — decisions that probably weren't decisions at all, just boxes placed wherever there was space. As the SKU count grew, the problem compounded. Now your fastest-moving product is at the back of Bay 7, and your team walks past 300 slow-movers to get to it 40 times a day.
There are two proven, low-cost interventions that cut floor travel significantly. Neither requires new equipment. Both require a few days of discipline upfront and a system that gives you the data to act on.
Solution 1: Velocity Slotting
Velocity slotting is the practice of physically organizing your warehouse floor based on how often each product moves — not by category, size, or the order your supplier ships them in. The concept is simple: the more frequently a SKU is picked, the closer it should be to your packing station.
Here's how to execute it without overcomplicating it:
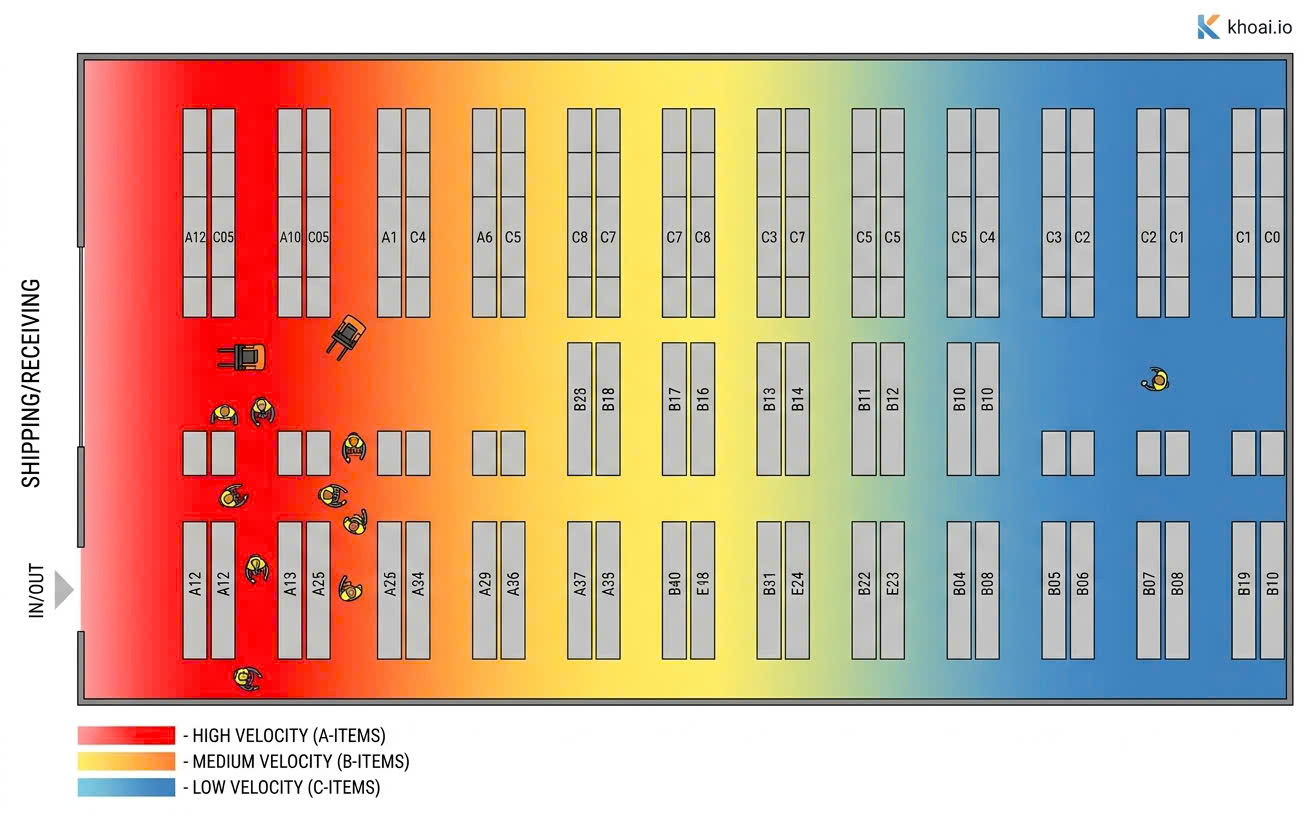
- Pull 90 days of order data. Rank every SKU by pick frequency. You'll likely find a classic 80/20 distribution — roughly 20% of your SKUs account for 80% of your picks. These are your A-movers. If you're on Khoai, this ranking is already in your dashboard — no export required.
- Define three velocity zones. A-movers go within 20 feet of the packing station. B-movers go in the middle ring. C-movers — the slow, seasonal, or bulky items — go to the back.
- Re-slot every quarter. Velocity shifts. A product that moved fast in Q4 may be a C-mover by February. A slotting layout that isn't revisited becomes stale within months and hands the Walking Tax right back.
- Don't optimize by weight alone. The common instinct is to put heavy items near the dock to reduce carry distance. That's correct — but only when those items are also high-velocity. A heavy C-mover belongs at the back, not at the front. Ergonomics matter; pick frequency matters more.
When done correctly, velocity slotting alone reduces total pick travel by 15–25% in most small-to-medium facilities. You haven't hired anyone. You haven't bought a conveyor system. You've moved some boxes.
Solution 2: Zone Picking
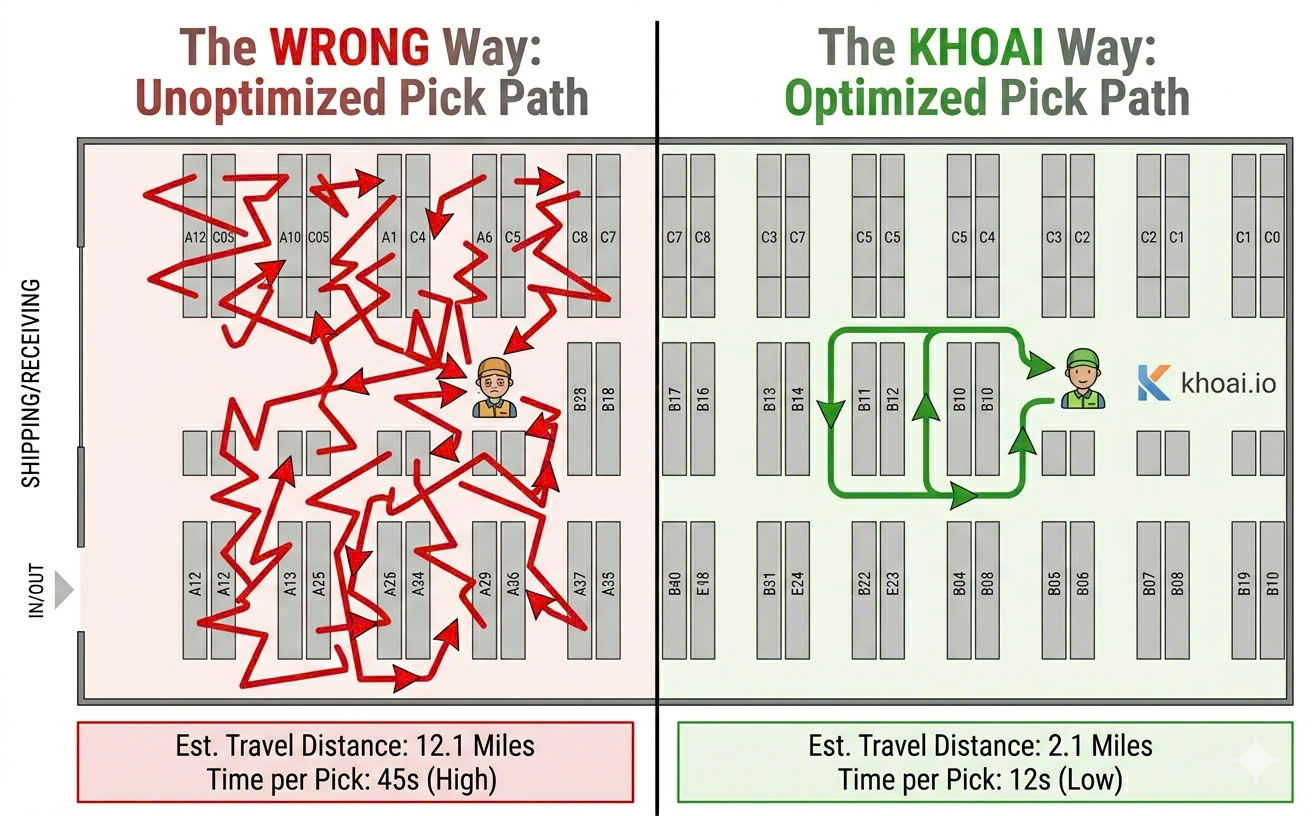
Once your floor is slotted by velocity, the next lever is how your team moves through it. Left unconstrained, pickers follow a single order from aisle 1 to aisle 12 and back again — a pattern that generates enormous travel per order and turns your floor into a chaotic intersection of crossing paths.
Zone picking solves this with one principle: don't cross the streams. Each picker owns a fixed zone — a defined set of aisles or bays — and never leaves it. Orders are batched and split across zones. Each picker pulls their portion; the totes converge at packing.
The operational benefits stack up quickly:
- Pickers become experts. When someone owns 3 aisles for weeks, they know the exact shelf position of every SKU without checking a screen. Speed increases. Errors drop.
- Travel per order collapses. Instead of one picker walking the entire warehouse per order, three pickers each walk one-third of it. The math is obvious — but the compounding effect over hundreds of orders a day is significant.
- Congestion disappears. Two pickers colliding at the end of Aisle 4 isn't just an annoyance — it's lost seconds on every pick. Zones eliminate bottleneck intersections entirely.
- Accountability becomes clear. If counts are off in Zone B, you know exactly who to talk to. Ownership drives care.
Zone picking does require your order management to support tote consolidation at packing — orders arrive in parts, not as a single complete pick. This is a workflow shift, not a technology problem, but it needs to be planned deliberately before rollout.
Where Technology Removes the Guesswork
Both strategies above rely on one thing: accurate, up-to-date pick frequency data. Without it, slotting is guesswork and zone assignments are arbitrary.
This is where a purpose-built inventory platform earns its keep. Khoai tracks every pick transaction in real time and surfaces velocity rankings per SKU automatically — so when it's time to re-slot, you're not manually exporting spreadsheets and pivoting data. The A/B/C breakdown is already there.
Beyond slotting support, the system can generate optimized pick paths — sequenced pick lists ordered by physical aisle location rather than order of entry. A picker following a system-generated path walks the shortest logical route through their zone. They don't have to think about it. They just walk and pick.
The compounding effect of removing that cognitive load — workers not having to mentally map their own route on every order — is harder to quantify than floor distance, but operators who've made the switch consistently report reduced errors and noticeably less end-of-shift fatigue.
The Math: A Free Staff Member
Here's the ROI case in plain numbers. Assume a warehouse with 5 pickers running 8-hour shifts at a fully-loaded labor cost of $22/hr per person.
| Scenario | Productive pick time / shift | Daily labor cost (5 pickers) |
|---|---|---|
| Unoptimized floor | ~5.5 hrs | $880 |
| After 20% travel reduction | ~6.5 hrs | $880 |
Same headcount, same wage bill — but your team now has the productive output equivalent of 6 pickers. At $22/hr over 250 working days, that's roughly $44,000 in recaptured labor value per year without a single new hire.
Alternatively — and this matters in a tight labor market — you maintain the same throughput with one fewer person on floor. Reduced physical demand also means lower turnover. The average cost of replacing a warehouse worker runs between $3,000 and $6,000 when you factor recruiting, onboarding, and the productivity dip during ramp-up. Every worker who stays another year because the job is less physically punishing is money in your pocket.
The Walking Tax is real. It's measurable. And unlike most cost problems in a warehouse, this one has a straightforward fix that doesn't require capital expenditure — just clean data, a planned floor reorganization, and the discipline to re-evaluate it every quarter.
Your team shouldn't be running a half marathon to fulfill a hundred orders. The steps they take should be worth something.
Start with your velocity data.
Khoai surfaces pick frequency rankings automatically, so your next re-slot starts with clean numbers — not a manual export. See what your floor could look like.
Try Khoai free →